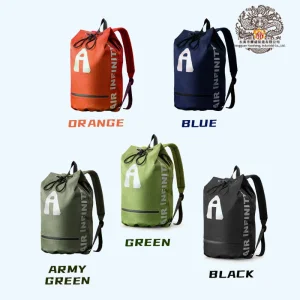
Explore our high-demand custom layouts, designed for maximum resilience, water-resistance, and modern branding utility.




In the global market of commercial packaging, corporate gifting, and athletic merchandise, the Nylon Drawstring Backpack has emerged from a simple promotional giveaway to a highly sophisticated accessory. B2B buyers, purchasing managers, and brand strategists now demand more than basic bags. They seek high-performance, water-resistant, durable, and ethically manufactured storage solutions.
Unlike polyester, nylon (polyamide) offers superior elastic limits, higher tensile strength, and exceptional resistance to abrasive wear. This makes nylon the preferred option for premium fitness brands, outdoor activities, corporate events, and high-quality retail merchandise. Whether it is 210D lightweight nylon for running promotions or 420D ripstop fabric for heavy-duty gym bags, understanding material science and manufacturing processes is critical to maximizing brand value.
According to current global packaging trends, eco-conscious and multi-functional designs are experiencing massive growth. Businesses are shifting budgets toward sustainable alternatives like RPET nylon and recycled fabrics to align with ESG (Environmental, Social, and Governance) targets. B2B procurement strategies are also shifting from transactional purchases to long-term collaborative manufacturing partners who can provide complete supply chain visibility, design assistance, and robust regulatory compliance.
Shenzhen LAHD Bag Co., Ltd. was established in 2006 and has developed into a professional manufacturer and exporter specializing in gift packaging products and promotional packaging solutions. With nearly two decades of industry experience, we have earned a strong reputation for providing high-quality products, competitive pricing, reliable delivery, and excellent customer service to clients around the world.
Our main product range includes organza bags, satin jewelry bags, velvet bags, cotton bags, jute bags, canvas bags, non-woven bags, nylon bags, mesh bags, shopping bags, drawstring bags, gift pouches, ribbons, cords, tassels, satin bows, and various customized packaging accessories. These products are widely used in jewelry packaging, cosmetics packaging, gift wrapping, wedding favors, promotional events, retail packaging, and luxury brand packaging.
As a quality-oriented enterprise, Shenzhen LAHD Bag Co., Ltd. strictly follows international quality standards throughout every stage of production, from material sourcing and manufacturing to inspection and packaging. Equipped with advanced production facilities and supported by a skilled workforce, we are capable of handling both large-volume orders and customized projects efficiently. Our experienced design and production teams continuously work to develop innovative packaging solutions that meet the changing demands of global markets.
Over the years, we have established long-term business relationships with customers across North America, Europe, Oceania, Southeast Asia, the Middle East, and other international markets. Our commitment to product quality, professional service, and continuous improvement has enabled us to gain the trust and recognition of customers worldwide.
In addition to our standard product collection, we offer comprehensive OEM and ODM services. We welcome customized orders based on clients’ specific requirements, including custom sizes, colors, materials, logos, printing, embroidery, and packaging designs. Our flexible production capabilities allow us to provide personalized solutions that help customers enhance their brand image and market competitiveness.
Guided by the principles of integrity, quality, innovation, and customer satisfaction, Shenzhen LAHD Bag Co., Ltd. is dedicated to delivering stylish, eco-friendly, and cost-effective packaging products. We continuously invest in technology, production management, and product development to ensure we remain at the forefront of the packaging industry. We sincerely welcome customers from all over the world to establish long-term cooperation with us. Together, we can create greater value through high-quality packaging solutions and achieve mutual growth and success in the global marketplace.
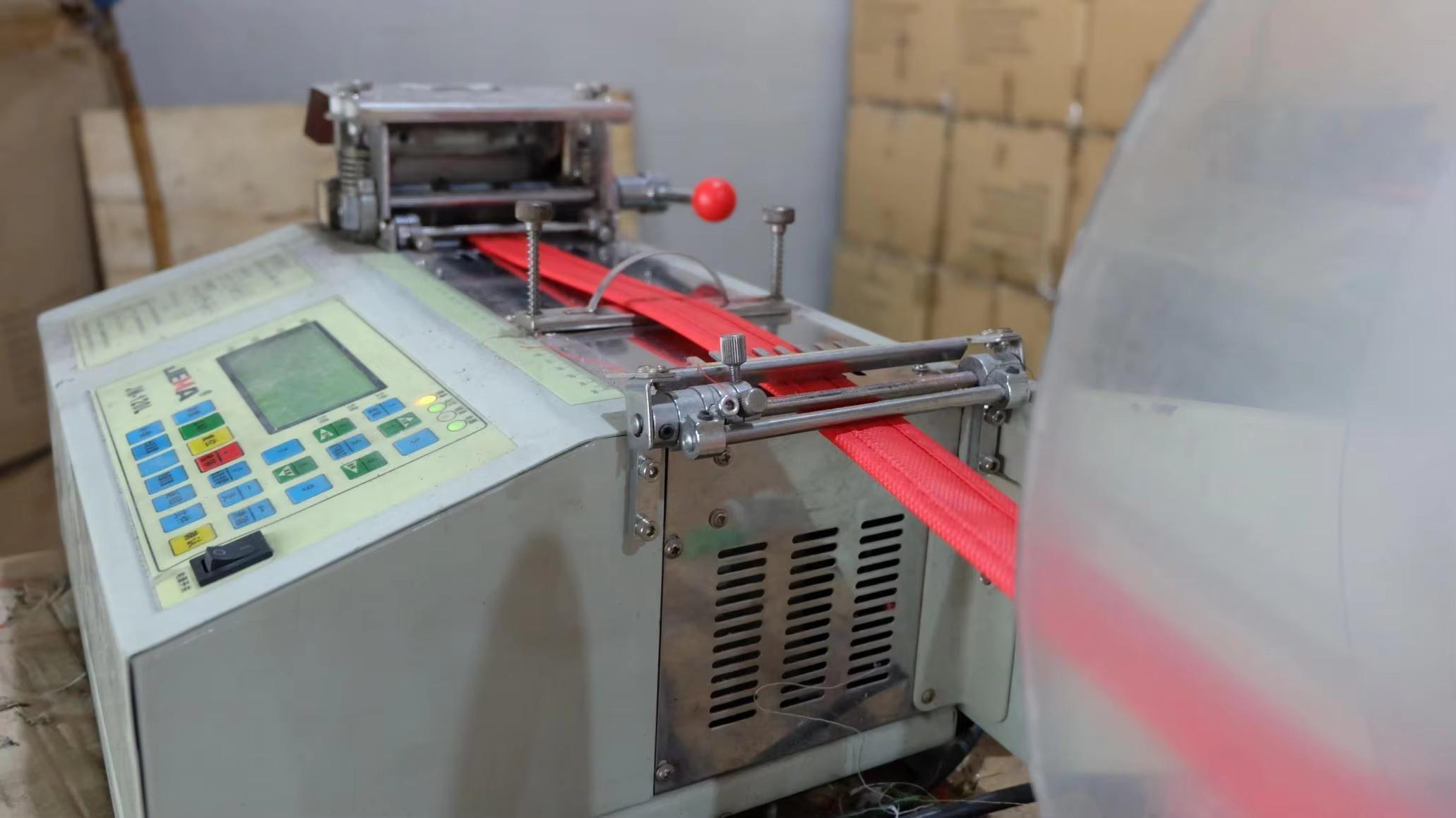
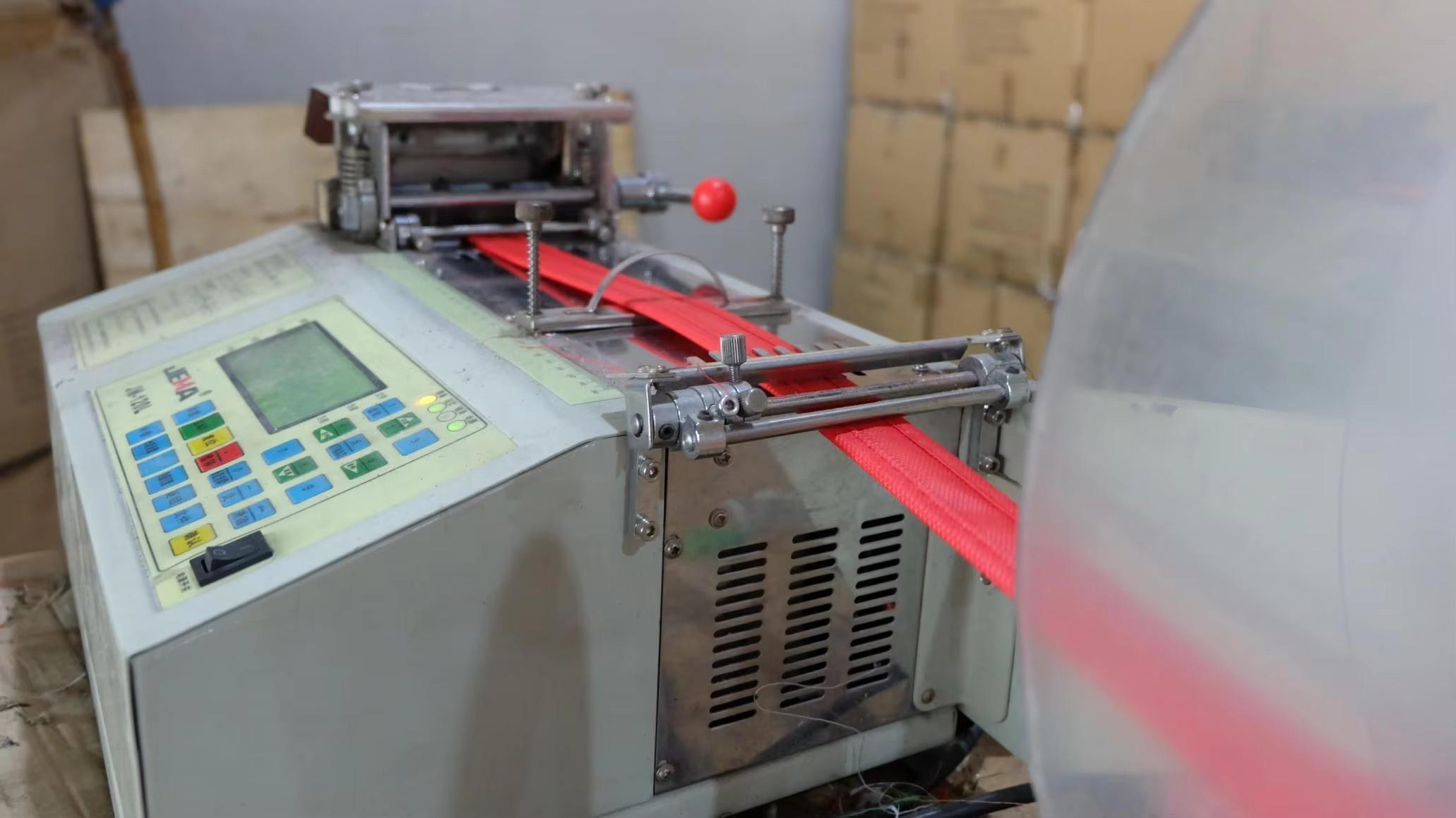
Inside our manufacturing facility: How we turn raw nylon yarns into premium drawstring backpacks through strict quality-assured processing.












B2B buyers across different territories purchase nylon drawstring bags with distinct regional consumer demands. Understanding these localized use cases allows brands to design optimized product configurations that appeal directly to target audiences.
In the US and Canada, these bags are widely utilized by universities, premium fitness clubs, and sporting events. High-volume purchases focus on rugged water bottle compartments, internal zippers for phones, and thick shoulder cords to reduce strain during daily commutes.
European buyers prioritize sustainability and certification. Eco-friendly RPET nylon and OEKO-TEX certified materials are highly sought after. Use cases include light commuting, city cycle-bags, and outdoor gear where weather resistance is critical.
From tech summits in Tokyo to exhibitions in Dubai, organizations use custom printed nylon bags as high-impact branding assets. Custom sublimation and premium screen-printing ensure maximum visibility, making them popular choices for tech and industrial giveaways.
To cater to these diverse scenarios, we maintain a broad array of fabric weights and configurations. Our factory offers customizable pocket configurations, multi-compartment layouts, reflective safety stripes, and hybrid mesh panels. This guarantees that your final product meets the exact functional expectations of your regional target market.
As material science evolves, the drawstring backpack category is experiencing significant engineering updates. The transition from basic synthetic weaves to advanced coatings, recycled materials, and smart configurations represents the future of utility bags.
| Material / Feature | Technical Characteristics | Primary Industrial Benefit | Ideal Application Scenario |
|---|---|---|---|
| 210D Oxford Nylon | Lightweight, tight plain-weave weave, PU coating | Cost-effective, excellent printing surface | Promotional events, mass marathons |
| 420D Ripstop Nylon | Thick reinforced crosshatch structure | High tear resistance, prevents puncture spread | Premium gym bags, outdoor hiking |
| RPET Recycled Nylon | Polymerized from post-consumer waste, GRS Certified | Reduces carbon footprint by up to 50% | Corporate sustainability campaigns, eco-fashion |
| TPU Lamination | Thermoplastic polyurethane backer layer | 100% waterproof barrier, high flexible durability | Waterproof beach and swim bags |
Moving forward, we are focusing on integrating smart features into drawstring designs, such as hidden RFID-blocking security pockets, anti-theft zipper locks, and integrated USB charging pass-through ports. Furthermore, by improving our production machinery with pattern-sewing automations, we ensure the structural consistency of reinforced eyelets and seams. This significantly reduces failure rates at critical stress points, providing a longer product lifespan and a more premium user experience.
The global sourcing landscape is complex, requiring manufacturers to offer high quality, quick turnaround times, and pricing stability. Located in Shenzhen, the heart of China’s advanced manufacturing corridor, Shenzhen LAHD Bag Co., Ltd. leverages a world-class industrial cluster. We maintain direct access to first-tier raw material suppliers, specialized hardware producers, and advanced fabric dyeing facilities.
This industrial localization allows us to source materials in days instead of weeks, meaning we can quickly scale up production. Our facility uses advanced slitting, tape cutting, and automatic sewing machinery, enabling us to handle bulk orders of up to 100,000 units with consistent precision.
For international brands and retail chains, importing bags involves strict compliance regulations. At Shenzhen LAHD Bag Co., Ltd., we prioritize global product safety standards to protect our clients from regulatory risks.
All of our customizable nylon and polyester raw materials can be processed to comply with environmental and safety standards such as European REACH regulations, California Proposition 65, and RoHS directives. This ensures the fabrics are free from harmful heavy metals, lead, phthalates, and AZO dyes, making them safe for consumer retail and promotional use, including children's school programs.
Our factory operations follow standard ethical manufacturing protocols. We regularly update our quality management systems to align with BSCI (Business Social Compliance Initiative) and ISO standards. When you partner with us, you receive a reliable supply chain that meets the compliance requirements of major retail chains and corporate organizations globally.
Everything you need to know about custom nylon drawstring backpack manufacturing, order processes, and logistics.
Engineered designs featuring secondary compartments, waterproof linings, and comfortable travel-ready straps.










