High-performance configurations optimized for corporate brand integration, active urban commuting, and eco-certified distributions.
As one of the world's preeminent financial, educational, and cultural hubs, London represents a highly sophisticated consumer base for promotional and functional carrier products. Organizations spanning from high-tech enterprises in the Silicon Roundabout to elite athletic clubs along the Thames demand carry solutions that combine lightweight agility with strict weather-resistant capabilities.
The climate profile of the UK, characterized by frequent precipitation and variable atmospheric conditions, dictates a fundamental shift from basic non-woven and polyester options to high-density polyamide (nylon) textiles. Nylon’s inherent elastic recovery, high mechanical strength, and superior resistance to friction and moisture make it the baseline standard for London's active population.
Additionally, modern corporate initiatives throughout Greater London place immense stress on carbon tracking, supply chain resilience, and environmental credentials. The procurement of nylon drawstring backpacks has transformed from simple promotional sourcing to strategic asset acquisition—demanding detailed material passports, compliance verification, and robust product lifespans.
London Compliance Fact:
All shipments entering the UK market must satisfy the strict requirements of UK REACH regulations, ensuring zero prohibited azodyes or phthalates.
Engineering durable solutions for global distribution and structural endurance.
Transitioning from traditional Nylon-6 to high-density Nylon-6,6. This structural improvement increases melting points, improves wet strength, and yields exceptional resistance to abrasion and tearing under heavy load cycles.
Integrating GRS-certified Recycled Nylon (RPET) sourced from post-industrial waste streams. This significantly reduces fossil fuel reliance and helps corporations verify green credentials with auditable carbon impact statistics.
Applying advanced polyurethane (PU) backings and fluorine-free Durable Water Repellent (DWR) surface finishes. These systems prevent moisture ingress without compromising structural air permeability.
| Material Configuration | Optimal Application Segment | Tensile Strength Rating | Waterproofing Efficiency | Customization Compatibility |
|---|---|---|---|---|
| 210D High-Density Nylon | Promotional Giveaways & Campus Merchandising | Medium (High Flexibility) | Basic PU Coating (800mm HH) | Screen & Heat Transfer Printing |
| 420D Oxford Polyamide | Corporate Commuter & Active Fitness | High (High Tear Resistance) | Advanced PU Coating (1500mm HH) | Sublimation & Woven Patches |
| Ripstop Grid Nylon | Outdoor Travel & High-Altitude Trekking | Maximum (Grid reinforcement) | DWR + Double PU Layer (3000mm HH) | Reflective Safety Inlays & Embroidery |
| RPET Recycled Nylon | ESG Centric Procurement Campaigns | High (Equivalent to Virgin Nylon) | Eco-Friendly DWR Coating | Low-Impact Non-toxic Inks |
Founded in 2006, Shenzhen LAHD Bag Co., Ltd. has evolved from a boutique packing supplier into an advanced, automated manufacturing hub and exporter. Combining specialized raw material procurement with digitized precision sewing operations, we deliver high-performance solutions designed to survive rigorous distribution cycles.
Our facility runs an integrated ERP system that bridges the gap between raw fabric sourcing, computerized patterning, automated material slitting, structural assembly, and compliance audits. This streamlined pipeline minimizes production bottlenecks, allowing us to maintain rapid delivery schedules for complex, high-volume orders headed to London, continental Europe, and worldwide markets.
By leveraging advanced machinery (such as automated laser pattern cutters and computerized heavy-duty sewing lines), we maintain tight tolerances on seam strength, webbing attachments, and logo applications. Whether sourcing our standard product runs or commissioning bespoke, multi-layered custom products, our clients benefit from consistent structural quality and optimized manufacturing economics.
Shipping custom product runs from our Shenzhen facility to London warehouses is managed via established, reliable freight routes. We provide comprehensive FOB, CIF, and DDP shipping terms to handle all import documentation, customs clearance, and local UK tax requirements.
Our logistical network ensures that large-scale corporate orders arrive directly at your distribution centers in London, Kent, Essex, or surrounding regions without unexpected transit delays or sudden tariff adjustments.
Explore our state-of-the-art facilities, specialized machinery, and multi-stage testing processes.

Multi-layer high-precision fabric cutting systems to ensure absolute dimensional accuracy.
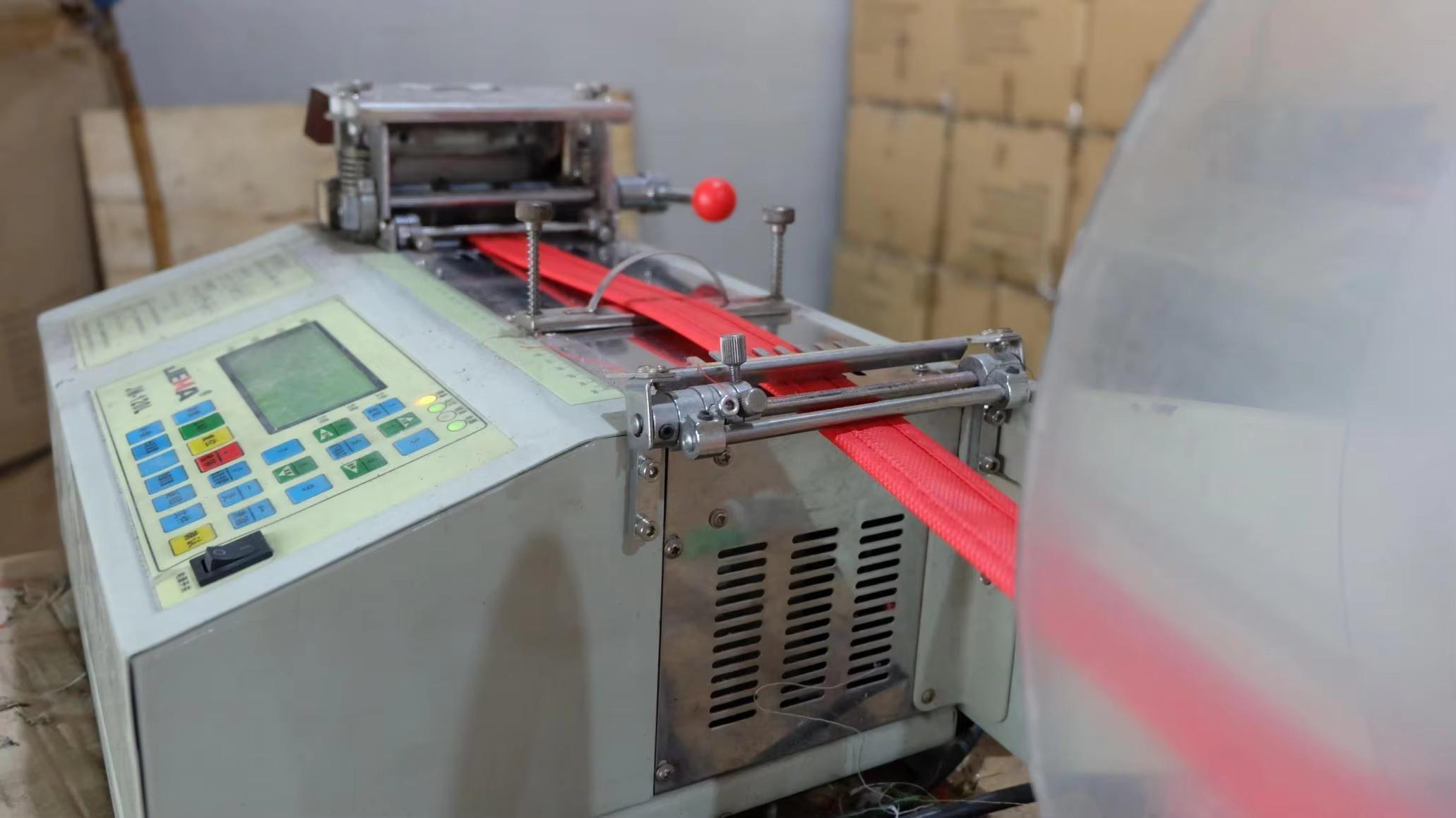
Thermal sealing tape cutters that prevent edge fraying on heavy-duty nylon webbings.

Reinforced piping and dual-hem assembly lines for structural longevity.

Computerized bar-tack sewing machines securing eyelets and drawstring anchors.

Precision assembly of interior organization pockets and protective liners.

Individual visual and structural integrity checks before transit packaging.

Dust-free, moisture-controlled protective packaging for overseas shipping.

Clean storage space organizing batches by regional destination profiles.

High-volume fabric roll cutting to maintain optimal output capacities.
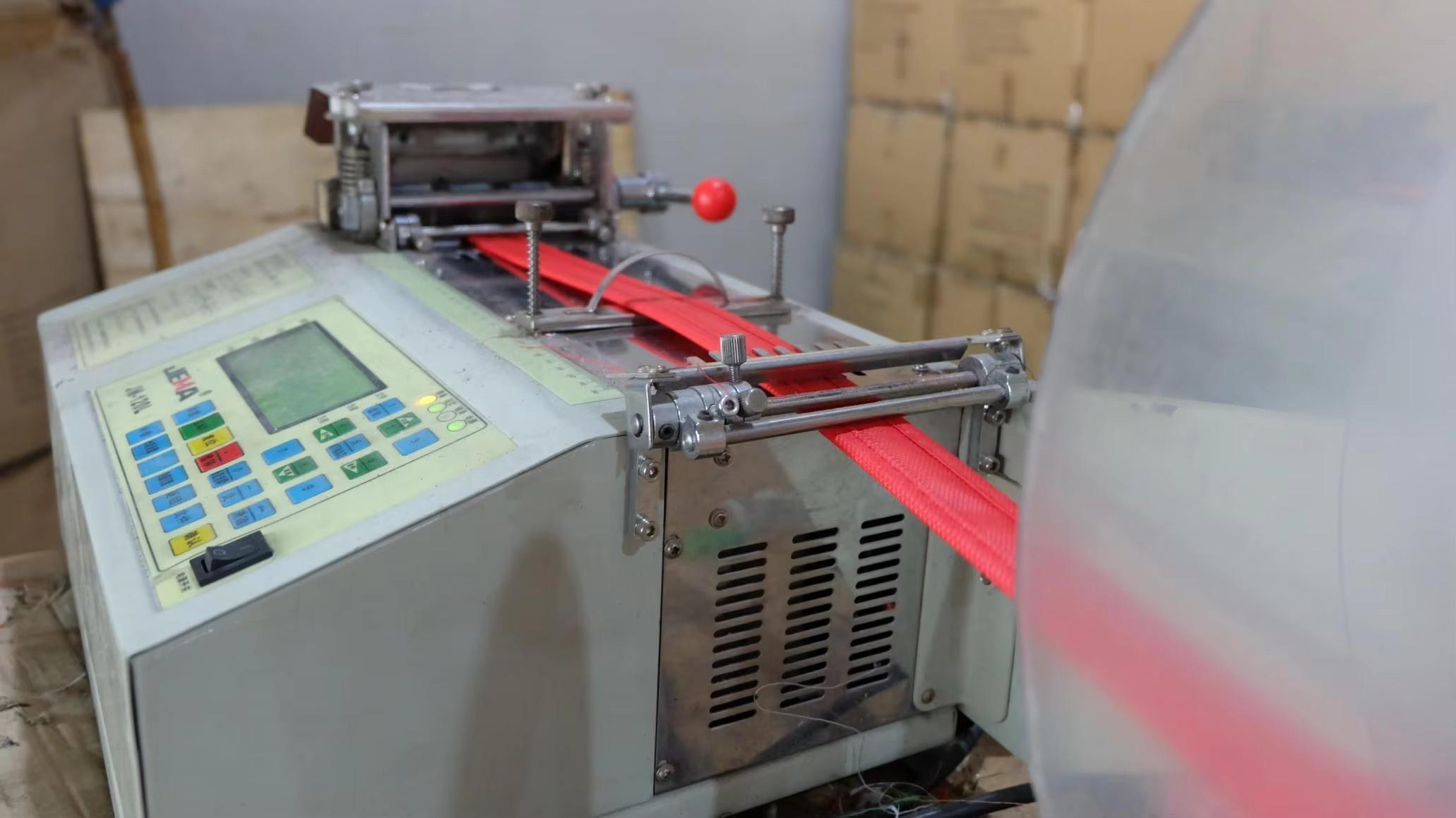
Precision edge-cutting systems configured to match specific webbing widths.

Heavy-duty lockstitch platforms ensuring consistent stitches per inch.

Digital stitch programming for precise custom logos and reinforced geometry.
Technical and logistical insights to help streamline your custom production cycles.
Engineered for retail programs, large-scale events, and high-frequency use.
Partner with Shenzhen LAHD Bag Co., Ltd. for reliable manufacturing, strict QA, and streamlined delivery to the London market.
Send Inquiry Now