High-performance, eco-friendly bags designed for premium brands, promotional campaigns, and global retail distribution channels.








As global environmental awareness deepens, packaging is no longer just a vessel for products; it has become a core component of a brand's sustainability narrative. Within this context, recycled canvas bags have emerged as a premium solution for companies aiming to meet corporate social responsibility (CSR) goals and satisfy consumer demand for circular economies. Over the past decade, the global market for green packaging has witnessed exponential growth. Driven by strict regulatory frameworks like the European Union's packaging waste directives and state-level plastic bans in the United States, multi-national corporations are aggressively auditing their supply chains to replace single-use packaging with durable, multi-use fabric alternatives.
This macro-economic shift has elevated recycled canvas—which utilizes post-industrial and post-consumer cotton scraps—into a high-value commodity. Mechanically processed and spun back into high-tensile yarns, modern recycled canvas offers the same durability, weight density (ranging from 8oz to 20oz), and tactile premium feel as virgin cotton, but with a fraction of the environmental footprint. By reducing carbon emissions, pesticide usage, and thousands of liters of water consumption per ton, recycled cotton packaging establishes a verifiable step towards closed-loop manufacturing.
Modern enterprise procurement of recycled fabric products goes beyond simple price negotiation. To mitigate greenwashing and reputational risks, global buyers require a rigorous compliance stack from their manufacturing partners. Chief among these is the Global Recycled Standard (GRS) certification, which tracks the material path from the recycling source to the final product, ensuring chemical safety and social compliance at every production milestone.
Furthermore, sourcing departments assess factories based on standardized framework alignments, including:
As logistics costs and geopolitical dynamics fluctuate, enterprise buyers also prioritize supply chain transparency, reliable lead times, and the capacity for integrated customization—relying on manufacturers who can handle complex print designs, embroidery, custom hardware, and personalized packaging in-house.
How advanced machinery, digitized workflows, and rigorous quality control pathways combine to achieve world-class production speed and premium reliability.
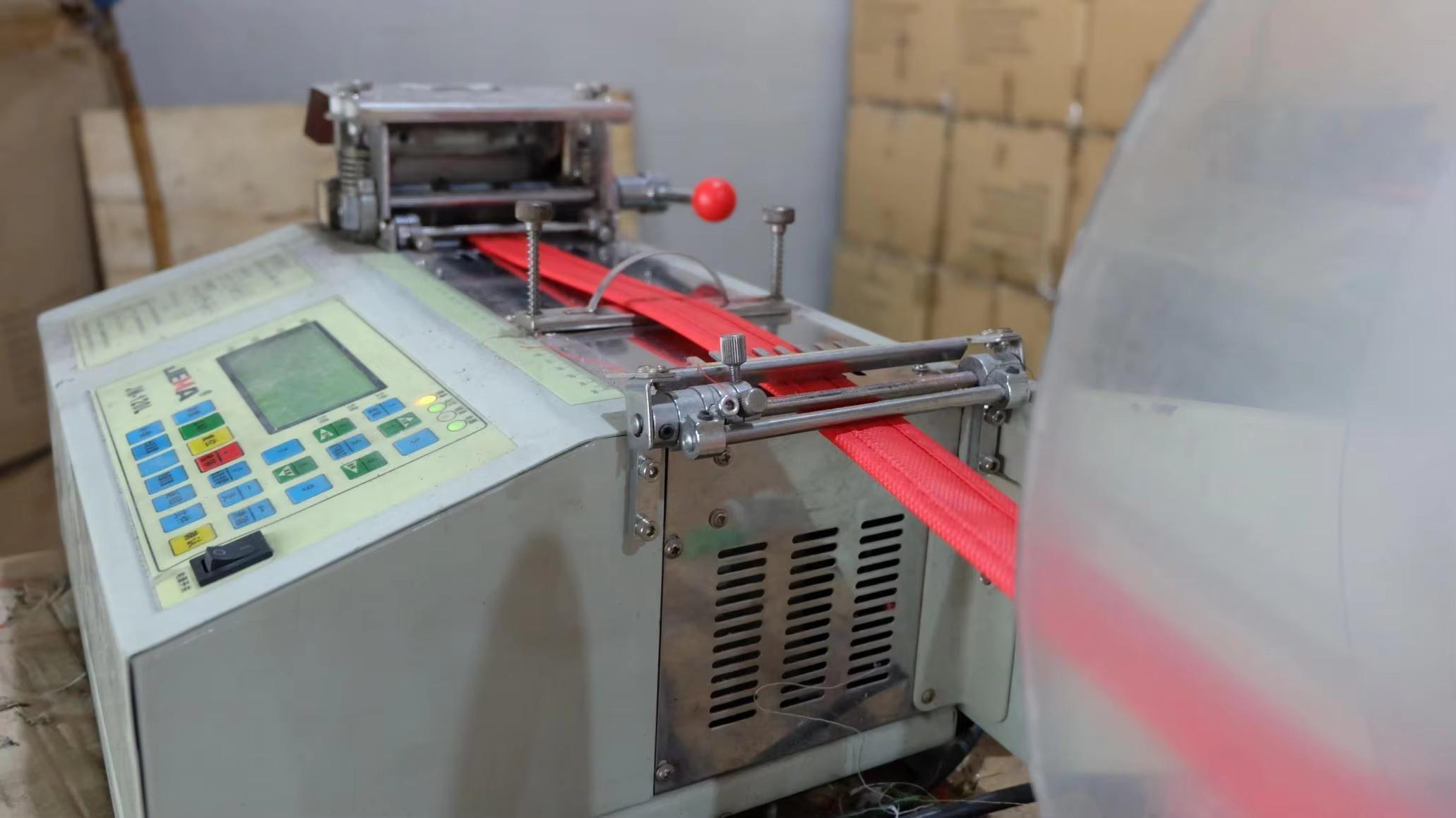
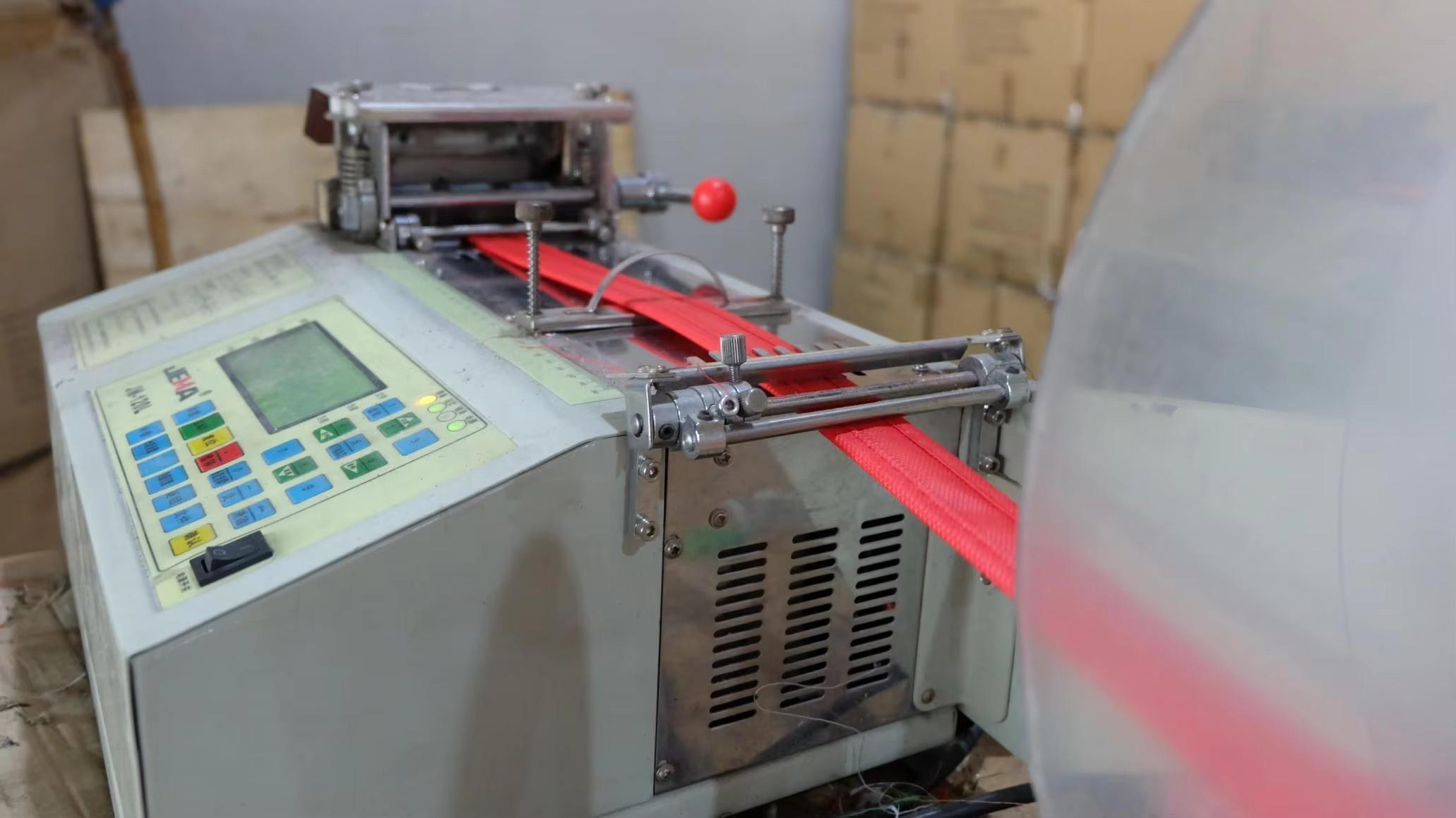
The success of top Chinese packaging manufacturers lies in their transitioning towards automation and lean manufacturing. Traditional textile factories relied heavily on manual labor, which often led to output inconsistency. Today, leading facilities in Guangdong and across key coastal industrial clusters deploy Industry 4.0 principles, incorporating automated CAD cutting, digital pattern stitching, and high-efficiency material logistics.
By optimizing the cutting processes, raw material waste is reduced by up to 15%. Computerized sewing machinery ensures stitch lines are perfectly uniform, securing seams and structural handles to withstand load capacities of up to 20kg. Below is the step-by-step manufacturing and quality control ecosystem utilized in our state-of-the-art facility, demonstrating absolute control over the production lifecycle:












Established in 2006, Shenzhen LAHD Bag Co., Ltd. has evolved into a premier manufacturer and exporter specializing in high-end gift packaging products and eco-friendly promotional packaging solutions. With nearly two decades of industry expertise, we have earned a stellar global reputation by offering superior product craftsmanship, competitive factory pricing, reliable logistics, and exceptional customer support to enterprise clients across multiple continents.
Our comprehensive, vertically-integrated product range features organza bags, luxury satin jewelry pouches, velvet drawstring bags, premium cotton and canvas packaging, rustic jute/burlap bags, non-woven bags, high-performance nylon and mesh bags, shopping totes, custom cinch sacks, and customized packaging accessories like ribbons, cords, tassels, and satin bows.
Every stage of production—from fiber sourcing to the final package inspection—is scrutinized under ISO 9001 and GRS guidelines to guarantee structural and cosmetic excellence.
We welcome fully customized projects based on your specific dimensional requirements, Pantone colorways, custom branding prints, intricate embroidery, and tailored closures.
We cultivate long-term supply relationships with brands in North America, Europe, Oceania, Southeast Asia, and the Middle East, offering DDP, FOB, and CIF shipping support.
Custom packaging requires tailored material attributes to match specific consumer interactions. Recycled canvas and premium fiber bags are optimized across diverse, high-value commercial applications:
High-grade microfiber envelope pouches, velvet drawstring bags, and satin pouches offer scratch protection and an elegant tactile opening experience, enhancing perceived brand value for luxury goods, cosmetics, and precious metals.
Custom-printed canvas drawstring backpacks and cotton calico dustbags are widely utilized for tech conferences, marketing exhibitions, and sports sponsorships. These bags serve as walking billboards, offering high brand impressions long after the event wraps up.
Delicate organza favor bags, rustic jute gift packaging, and linen storage pockets elevate the guest experience in premium hotels and wedding ceremonies, combining natural textures with customizable structural detailing.
Answers to crucial technical specifications, logistical parameters, and production timelines from our engineering team.
Our standard production MOQ for custom-printed bags (including canvas, cotton, velvet, and microfiber) is typically 1,000 pieces. However, this parameter is adjustable depending on the raw material availability, bag dimensions, and printing complexity. For standard sizes and in-stock colors, we can frequently support lower trial runs of 500 pieces to assist brands with market entry.
We provide official GRS (Global Recycled Standard) Transaction Certificates (TCs) for every batch of recycled canvas and polyester we process. These documents detail the chain of custody, ensuring that the post-consumer or pre-consumer recycled fiber content is verified from the collection site straight through to your finished product.
The ideal choice depends on the artwork design and fabric choice. For bold block logos, silk-screen printing delivers exceptional durability. Sublimation printing is recommended for full-color, high-fidelity photographic patterns on polyester-blend bags. For luxury microfibers and satins, we recommend embossing, debossing, or gold/silver hot foil stamping to elevate the packaging's premium feel.
Custom pre-production samples are completed and ready for approval within 3 to 5 business days. Once the sample is approved and deposit payment is received, our mass production cycles typically range from 15 to 22 calendar days, depending on the order volume and customization details.
We follow the international Pantone Matching System (PMS). Clients specify their desired Pantone code, and we run matching dye baths or ink mixes, cross-verifying color values under calibrated light cabinets. Lab dips can be sent to client teams for approval before initiating the primary production run.
Additional custom fabric structures, drawstring accessories, and bespoke packaging solutions engineered to meet global compliance standards.