In the current global trading landscape, the transition toward sustainable, reusable packaging is no longer just a corporate social responsibility (CSR) goal—it is a critical regulatory and financial imperative. As businesses look for viable alternatives to single-use plastics, polyester tote bags have emerged as the industrial standard for structural strength, branding longevity, and cost-efficiency. This whitepaper analyzes the current macroeconomic realities of the packaging sector, provides an overview of the global supply chain, and highlights the technical innovations that distinguish top-tier polyester bag manufacturers.
Why Polyester (PET)? Polyester features high tensile strength, excellent resistance to stretching and shrinking, and takes dyes and sublimation prints exceptionally well. Unlike cotton or jute, polyester offers superior moisture resistance and easy sterilization, making it the material of choice for industrial logistics, retail promotions, and circular economies.
The international supply chain for synthetic carriers is undergoing a massive transformation. Geopolitics, eco-taxes on single-use packaging (such as the EU Packaging and Packaging Waste Regulation), and shifting consumer preferences are driving high demand. South China, specifically the Shenzhen industrial corridor, remains the global powerhouse for manufacturing due to its concentrated supply chain, advanced machinery, and logistics infrastructure.
Major sectors utilizing polyester bags include:
Established in 2006, Shenzhen LAHD Bag Co., Ltd. has grown into a leading manufacturer and exporter of custom packaging and promotional bags. With nearly 20 years of manufacturing experience, we specialize in high-quality gift packaging products and promotional packaging solutions.
Our extensive product range includes organza bags, satin jewelry bags, velvet bags, cotton bags, jute bags, canvas bags, non-woven bags, nylon bags, mesh bags, shopping bags, drawstring bags, gift pouches, ribbons, cords, tassels, satin bows, and various customized packaging accessories.
By strictly adhering to international standards, we ensure that every batch of raw materials is certified and traceable, serving markets across North America, Europe, Oceania, Southeast Asia, and the Middle East.
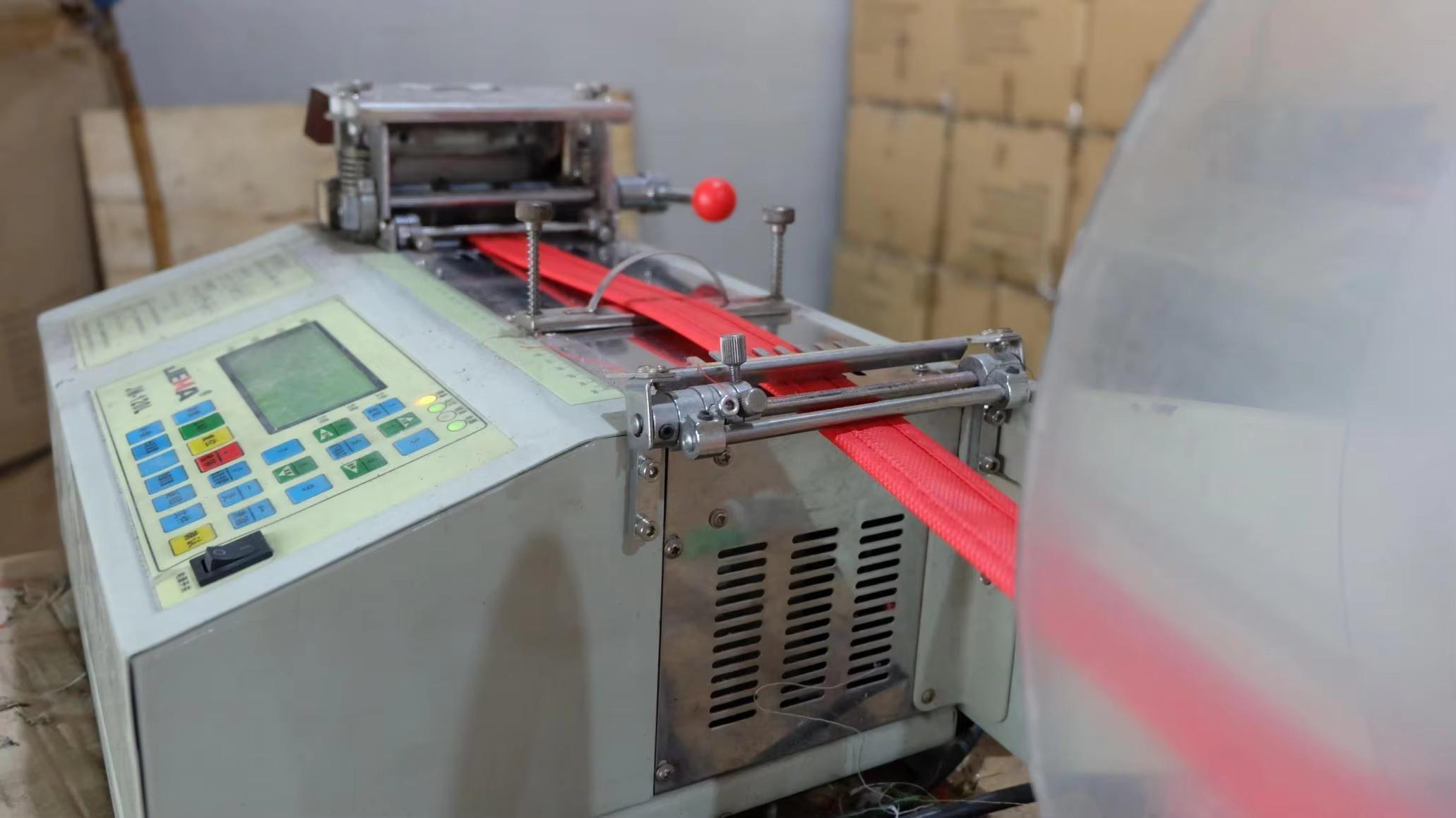
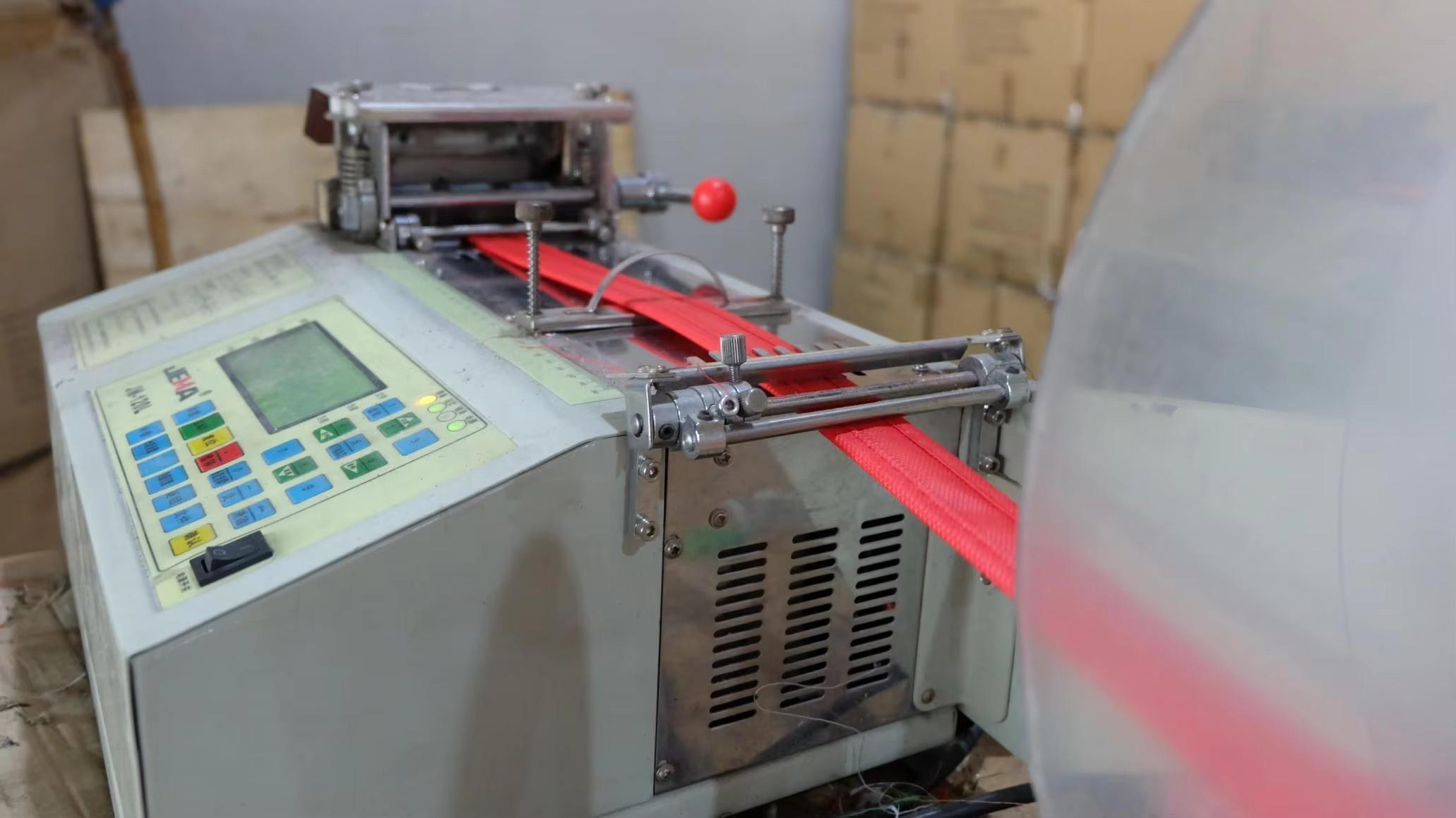
Our vertically integrated manufacturing facility ensures complete control over product quality. Below is a tour of our specialized production processes.












Navigating customs requirements, environmental regulations, and corporate sustainability guidelines is a top priority for procurement managers. Global brands face strict compliance standards when importing products.
The factory of the future uses data and automation to lower costs and reduce waste. Shenzhen LAHD Bag Co., Ltd. is continually investing in advanced technologies to optimize production and minimize environmental impact.
By using smart nesting software, we reduce fabric offcut waste by up to 15%. This optimizes material yields, helping us keep raw fabric costs low and pass those savings directly on to our partners.
In response to demand from global brands, we can integrate QR codes or RFID chips into bag seams, helping retail clients track packaging inventory and manage promotional distribution networks.















