High-durability, customizable, and eco-certified carrier systems designed to boost brand equity.
The structural shift toward reusable packaging systems within global B2B procurement networks.
In the contemporary global trade paradigm, packaging is no longer merely a utility; it is a critical touchpoint for sustainable corporate governance, environmental accountability, and brand positioning. The transitions occurring across the European Union (via the Packaging and Packaging Waste Regulation - PPWR), North America, and the Asia-Pacific region demand high-durability, long-lifecycle alternatives to single-use materials. The global canvas tote bag market has emerged at the center of this transformation, expanding from retail fashion accessories into high-performance industrial carrier systems.
For B2B buyers, sourcing from established, technologically integrated OEM/ODM canvas tote bag factories is essential to secure material integrity, stable pricing, and reliable delivery. Raw materials ranging from standard raw calico cotton to complex post-consumer recycled (PCR) blends must meet strict parameters for tensile strength, thread density, and colorfastness. This whitepaper analyzes how high-caliber manufacturers like Shenzhen LAHD Bag Co., Ltd. align precision engineering with large-scale industrial output to fulfill the technical demands of the global market.
A professional manufacturer specializing in premium gift packaging and promotional solutions since 2006.
Established in 2006, Shenzhen LAHD Bag Co., Ltd. has evolved into a premier manufacturer and exporter specializing in high-performance gift packaging products and promotional solutions. With nearly two decades of deep industry experience, the company has built a reliable supply infrastructure focused on delivering high-quality products, competitive B2B pricing, dependable logistics, and comprehensive customer support to global brands, wholesale distributors, and retail groups.
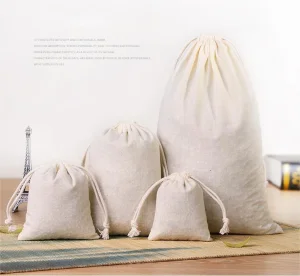
Our expansive product portfolio spans multiple textile domains. This includes organza bags, satin jewelry bags, velvet pouches, cotton drawstring bags, jute/linen carriers, heavy-duty canvas tote bags, non-woven packaging, nylon/mesh bags, and a wide array of premium accessories like ribbons, custom cords, and satin bows. These products are widely utilized in high-value cosmetic packaging, jewelry retail, luxury brand promotions, institutional gifting, and modern e-commerce fulfillment systems.
To ensure consistent output across high-volume production runs, Shenzhen LAHD Bag Co., Ltd. operates a quality control system covering every phase, from raw material inspection (thread density, fabric weight, dye lot consistency) to cutting, stitching, decoration, and shipping. Operating advanced machinery and backed by a skilled production team, our facility is equipped to handle complex OEM/ODM projects, helping clients differentiate their brands in competitive markets.
Bespoke structural design, fabric options ranging from 4oz calico to 24oz heavy duck canvas, custom dyeing, embroidery, and silk-screen printing options tailored to exact brand requirements.
Every batch undergoes double-stage inspection, checking seams, stress-point reinforcements, print alignments, and packaging parameters to reduce defect rates below 0.5%.
Long-term shipping partnerships across North America, Europe, Oceania, and Southeast Asia, offering customs clearance assistance, DDP/CIF terms, and robust tracking.
Under the hood of Shenzhen LAHD Bag Co., Ltd.'s state-of-the-art manufacturing facility.
Production reliability requires combining advanced machinery with systematic, multi-step processing. Below is the operational workflow deployed at the Shenzhen LAHD facility, demonstrating precision-engineered steps from initial material sizing to final bulk storage and dispatch.

Fabric layout and precision cutting using industrial-grade template systems to ensure panel uniformity.
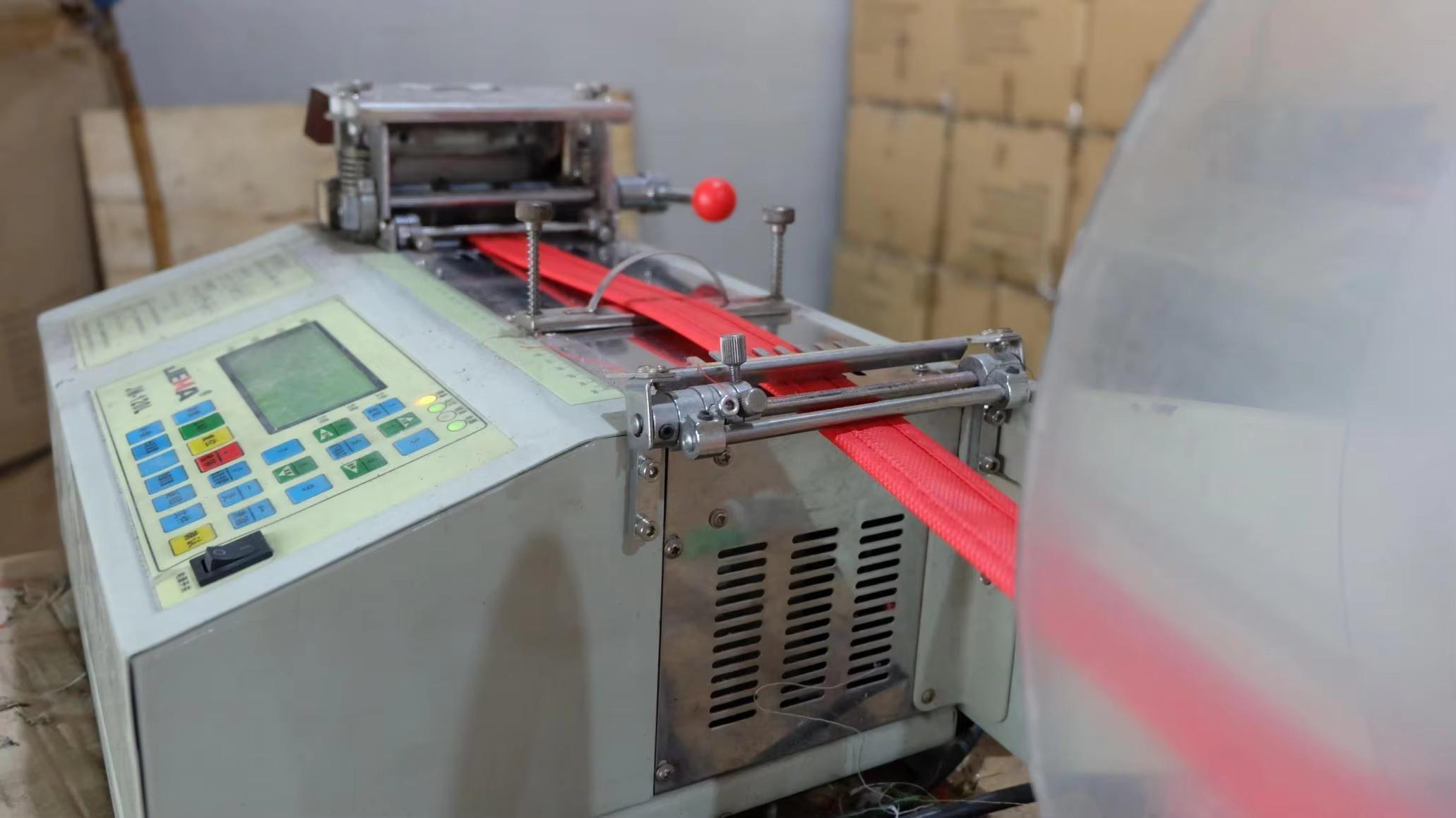
High-speed tape cutting to prepare handles, bindings, and internal structural trims with clean edges.

Initial component stitching, where individual side panels and gussets are aligned and prepared.

Reinforcement stitching of handles, using high-tensile threads to support heavy load-bearing limits.

Final seam overlocking, binding, and inside clean-finishing to ensure long-term wear resistance.

Manual quality checks evaluating seam alignment, dimensional accuracy, and loose threads.

Clean folding, protective poly-bagging, and high-density carton packing to prevent moisture ingress.

Climate-controlled bulk storage with automated inventory tagging for efficient order fulfillment.

High-precision automated slitting equipment to divide raw material rolls into specific width bands.
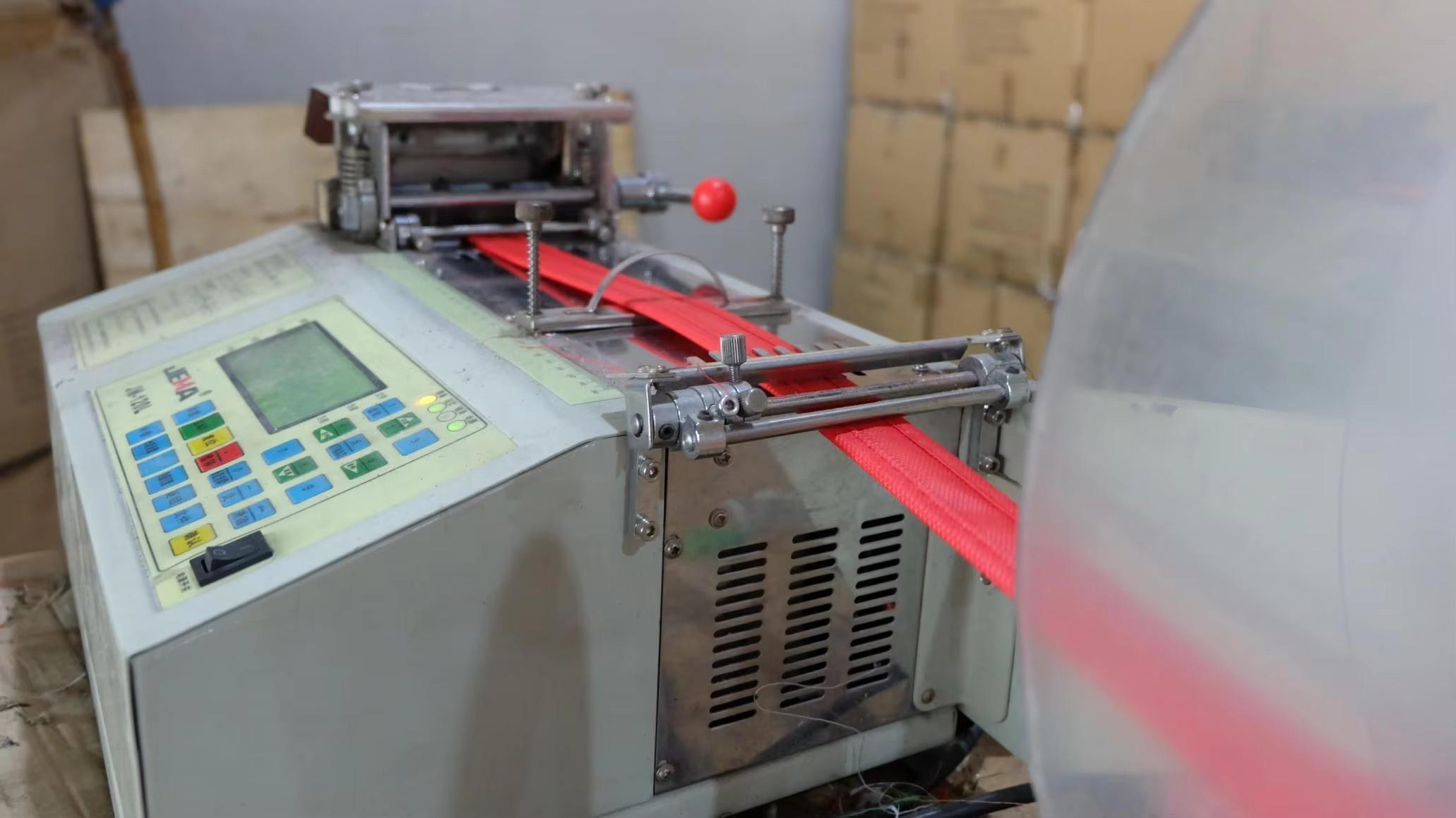
Programmable hot/cold ribbon cutting machines that seal edges to prevent fraying during assembly.

Advanced flatbed sewing machine used for heavy canvas fabrics and robust double stitching.

Specialized machines designed to stitch tubular items, curved seams, and tight dimensional corners.

Equipped with automatic thread trimming to ensure clean thread ends and high assembly efficiency.

Computer-controlled system for stitching complex logo labels and reinforced box-X configurations.
Why manufacturing in Shenzhen provides structural advantages in costs, logistics, and material access.
The global textile and packaging industry relies on manufacturing regions that offer more than low-cost labor. The value of partnering with a China-based factory, particularly in the Greater Bay Area (Shenzhen-Guangzhou hub), lies in the concentration of raw material processors, dye houses, printing facilities, and transport infrastructure. This network minimizes production lead times, controls costs, and keeps supply chains stable during global market disruptions.
By keeping yarn spinning, weaving, screen printing, and final fabrication close together, Shenzhen LAHD Bag Co., Ltd. can source customized fabrics within days. This is a significant advantage compared to facilities in other regions that rely on imported textiles. Additionally, direct access to the ports of Yantian, Shekou, and Hong Kong allows for flexible ocean, air, and multi-modal shipping configurations to North America, Europe, and globally.
This localized supply chain also supports consistent material grading. Whether a client requires GOTS-certified organic cotton, OEKO-TEX compliant canvas, or water-resistant PU-coated polyester, our suppliers can provide traceable, tested fabrics. This gives global brands peace of mind regarding the safety and compliance of their products.
Tailoring structural designs and material weights to meet regional and industry-specific demands.
With strict EU single-use plastic regulations, supermarkets and high-street retailers require 10oz to 14oz canvas bags certified for multiple reuse cycles. Heavy-duty stitching and cross-reinforced handles are standard to handle groceries and daily shopping loads.
Trade shows, tech summits, and corporate marketing campaigns use lightweight, cost-effective drawstring backpacks and cotton pouches. These require high-resolution screen printing, sublimation, or digital heat transfers to display brand logos clearly.
Luxury cosmetics and jewelry packaging call for refined materials like high-grade satin, soft velvet, or organic cotton muslin. Embroidered branding, custom drawstrings, and delicate metallic hot-stamping add to the premium unboxing experience.
Ensuring our manufacturing process aligns with international safety and environmental regulations.
Navigating global compliance is a vital part of B2B procurement. Products destined for the US and European markets must comply with chemical safety regulations, including REACH, RoHS, and California Proposition 65. These laws restrict the use of heavy metals, phthalates, and harmful azo dyes in consumer goods.
To meet these requirements, Shenzhen LAHD Bag Co., Ltd. sources materials from certified suppliers who provide verified test reports for their textile chemistry. Additionally, we support the use of sustainably sourced fibers, offering organic options like GOTS-certified cotton and recycled polyester (rPET) to help brands reach their sustainability targets.
Our quality control starts at the raw material stage and continues through assembly to final packaging. Our structured, step-by-step production flow ensures every batch meets our strict standards, helping clients protect their brand reputation in their local markets.
Frequently asked questions from global B2B buyers regarding production, customization, and logistics.
Our standard MOQ for custom projects typically starts at 1,000 units per style, depending on fabric availability and complexity. We can also accommodate smaller quantities for specialized, high-end materials like luxury satin or velvet bags.
We offer a range of printing solutions, including screen printing, heat transfer printing, dye-sublimation, digital printing, and detailed embroidery. Our team can help you select the best method for your design and fabric choices.
We work with reliable raw material partners who provide certified lead-free, azo-free, and phthalate-free textiles. We can also coordinate independent third-party laboratory testing (such as SGS or Intertek) upon request.
Custom pre-production samples are generally prepared within 5 to 7 working days. Once the sample is approved, bulk production takes approximately 15 to 25 days, depending on the order size and current factory capacity.
Yes, we provide flexible shipping terms, including FOB, CIF, DDU, and DDP (Delivered Duty Paid). Our logistics network manages customs clearance and local delivery directly to your warehouse across the US, Europe, and other destinations.
Explore our full line of functional storage, retail packaging, and gift options.