Explore our top-tier catalog optimized for luxury retail, ecological safety, and customized structural styling.
Deep-dive market intelligence on regulatory frameworks, material advancements, and carbon-footprint lifecycle assessments.
Executive Summary: The packaging paradigm has shifted permanently. The global recycled paper bag market is projected to reach USD 7.2 Billion by 2030, registering a CAGR of 6.8% from 2024. This growth is driven by international Extended Producer Responsibility (EPR) laws, regional single-use plastic bans, and consumers aligning purchasing behavior with corporate environmental actions.
For corporate purchasing departments and brand decision-makers, choosing packaging materials is no longer just about aesthetics and cost. Today, it requires rigorous compliance with environmental mandates such as the EU Packaging and Packaging Waste Regulation (PPWR) and US State-level plastic taxes. High-grade recycled paper bags offer an effective alternative, helping businesses lower Scope 3 greenhouse gas emissions while maintaining durability and structural integrity.
To evaluate recycled paper packaging, sourcing managers must understand the difference between Post-Consumer Recycled (PCR) and Post-Industrial Recycled (PIR) materials. PCR utilizes waste collected directly from households and retail locations, completing the circular economy loop but demanding advanced processing to maintain tensile strength. PIR, sourced from waste during industrial production, offers consistent fibers and high strength. Top Chinese factories like Shenzhen LAHD Bag Co., Ltd. blend both sources to optimize tensile strength, print quality, and cost-efficiency.
Our commitment to circular economy principles validated through measurable environmental impact indicators.
How automation, raw material integration, and high-precision logistics drive competitive advantage for global brands.
The global market for sustainable packaging is highly cost-sensitive. Buyers often struggle to balance regulatory compliance with profitability. Partnering with a specialized Chinese manufacturer solves this challenge. Modern factories leverage advanced vertical integration to optimize production costs while maintaining high quality standards.
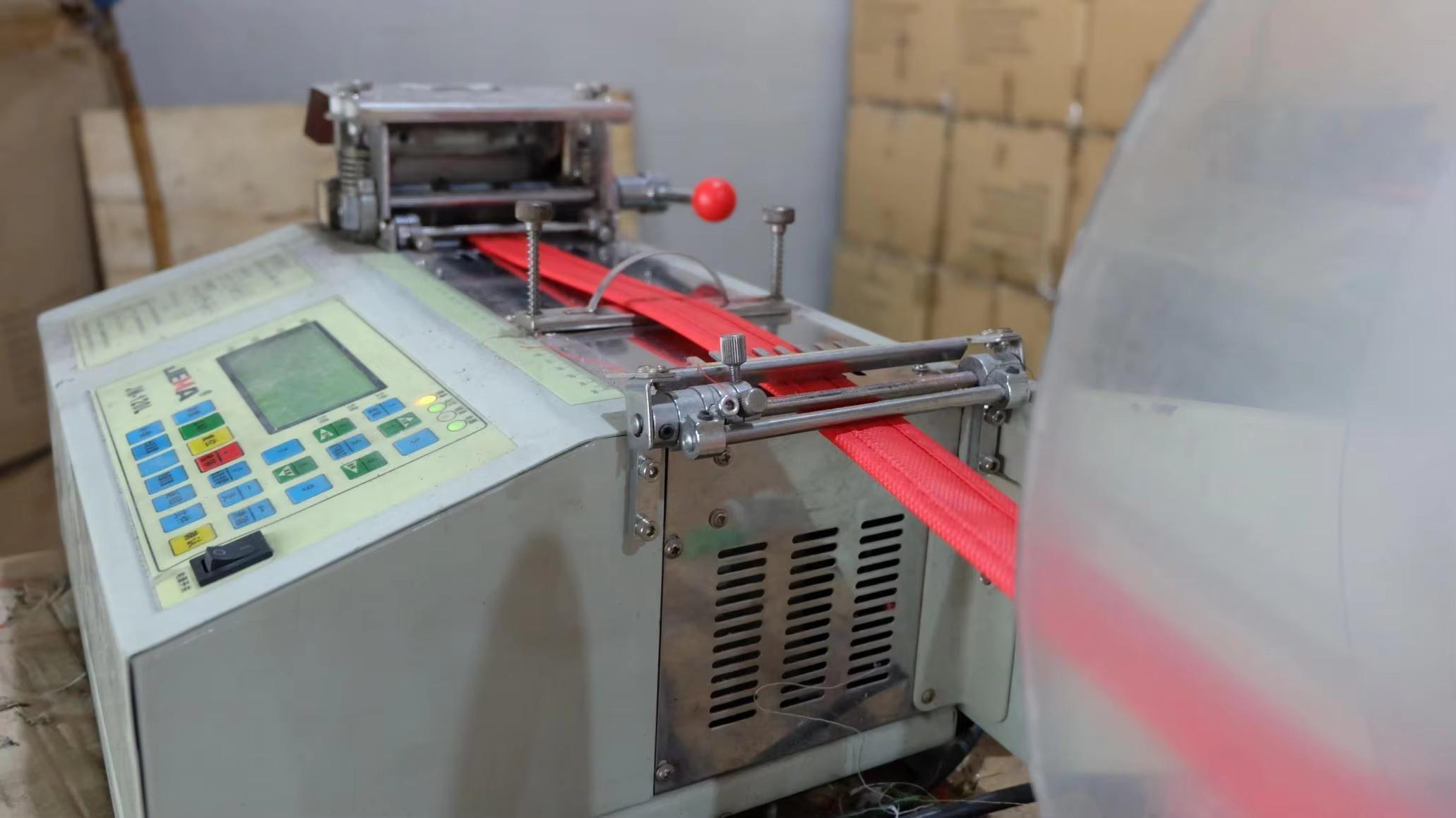
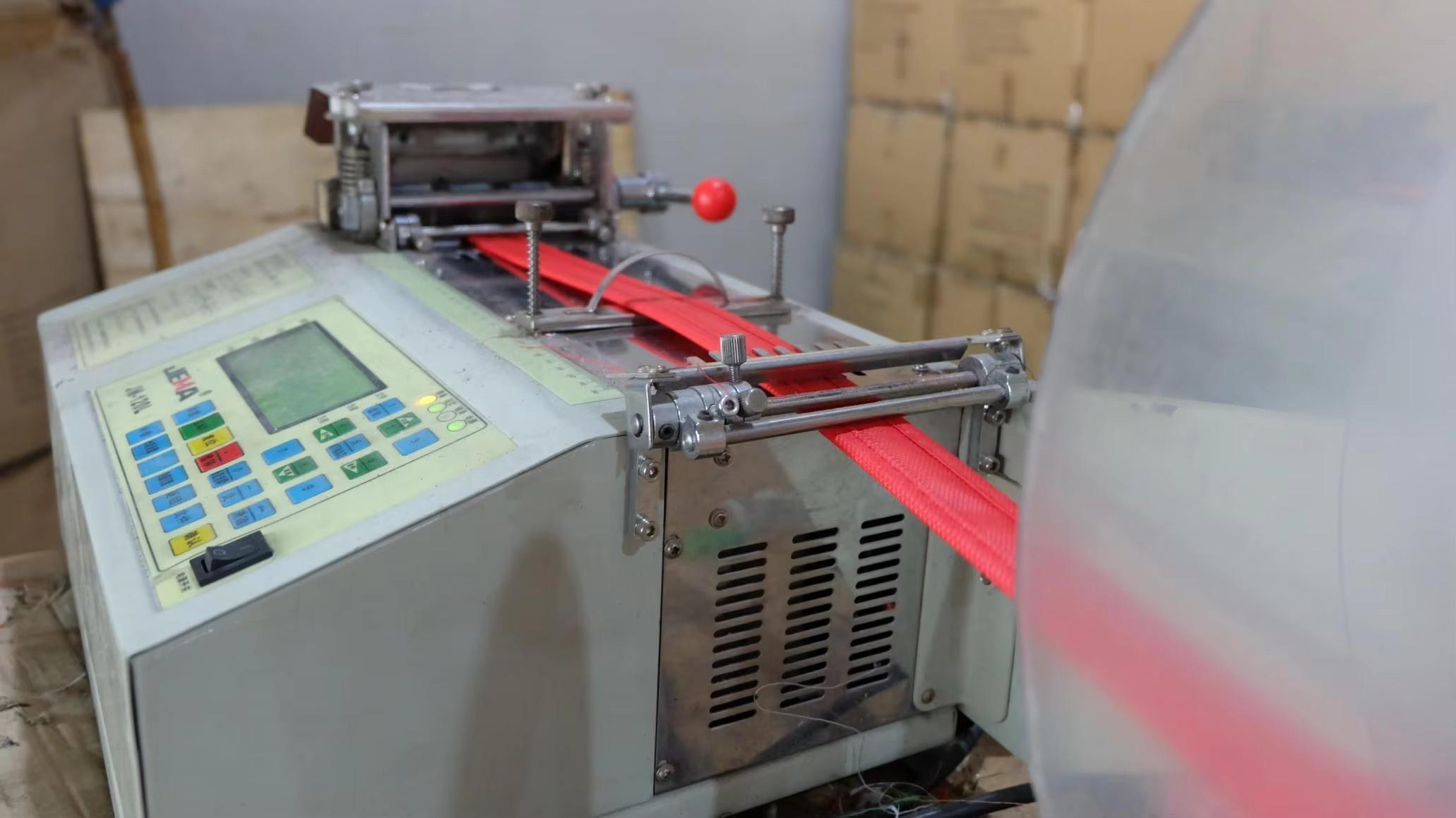
Through clusters of raw material producers, specialized machinery developers, and convenient ocean terminals in cities like Shenzhen, our production lines achieve exceptional efficiency. The integration of high-speed flexographic printers and automated cutting systems ensures consistent quality across large-volume runs, with production speeds up to five times faster than traditional manual lines.
Technical Quality Standard: Every production run undergoes rigorous tests, including Mullen Bursting Tests, Tensile Strength Indexing, and Wet-Strength retention audits. This ensures our recycled paper bags perform reliably under load capacities up to 15 kilograms, meeting the demands of global supermarkets and retail networks.
Exporting to European and North American markets requires strict adherence to environmental and health regulations. Our manufacturing process ensures complete compliance with the EU's REACH regulation, ensuring no hazardous plasticizers or processing chemicals are present. Additionally, all printing inks are water-based and heavy-metal-free, facilitating clean decomposition and straightforward reprocessing at municipal recycling centers.
An Industry Pioneer with Nearly Two Decades of Professional Gift Packaging & Promotional Solutions.
Shenzhen LAHD Bag Co., Ltd. was established in 2006 and has developed into a professional manufacturer and exporter specializing in gift packaging products and promotional packaging solutions. With nearly two decades of industry experience, we have earned a strong reputation for providing high-quality products, competitive pricing, reliable delivery, and excellent customer service to clients around the world.
Our main product range includes organza bags, satin jewelry bags, velvet bags, cotton bags, jute bags, canvas bags, non-woven bags, nylon bags, mesh bags, shopping bags, drawstring bags, gift pouches, ribbons, cords, tassels, satin bows, and various customized packaging accessories. These products are widely used in jewelry packaging, cosmetics packaging, gift wrapping, wedding favors, promotional events, retail packaging, and luxury brand packaging.
As a quality-oriented enterprise, Shenzhen LAHD Bag Co., Ltd. strictly follows international quality standards throughout every stage of production, from material sourcing and manufacturing to inspection and packaging. Equipped with advanced production facilities and supported by a skilled workforce, we are capable of handling both large-volume orders and customized projects efficiently. Our experienced design and production teams continuously work to develop innovative packaging solutions that meet the changing demands of global markets.
Over the years, we have established long-term business relationships with customers across North America, Europe, Oceania, Southeast Asia, the Middle East, and other international markets. Our commitment to product quality, professional service, and continuous improvement has enabled us to gain the trust and recognition of customers worldwide.
In addition to our standard product collection, we offer comprehensive OEM and ODM services. We welcome customized orders based on clients’ specific requirements, including custom sizes, colors, materials, logos, printing, embroidery, and packaging designs. Our flexible production capabilities allow us to provide personalized solutions that help customers enhance their brand image and market competitiveness.
Guided by the principles of integrity, quality, innovation, and customer satisfaction, Shenzhen LAHD Bag Co., Ltd. is dedicated to delivering stylish, eco-friendly, and cost-effective packaging products. We continuously invest in technology, production management, and product development to ensure we remain at the forefront of the packaging industry.
We sincerely welcome customers from all over the world to establish long-term cooperation with us. Together, we can create greater value through high-quality packaging solutions and achieve mutual growth and success in the global marketplace.
Every production phase is managed under strict ISO 9001 quality assurance metrics, from precision cutting to final packaging.












Tailored structural configurations engineered for various commercial environments and global distribution systems.
Packaging serves as a key touchpoint for a brand's customer experience. Our range of recycled paper bags is engineered for diverse industries, with each solution customized to meet specific operational requirements:
Requires rigid structures, high-gsm art cards, soft-touch matte lamination, and refined debossing. Premium cotton ribbon handles offer a luxury feel while remaining biodegradable.
Must resist grease and moisture. We offer greaseproof barriers and water-based varnishes to protect the packaging from cream or oil leakage.
Requires high load capacity and strong tear resistance. Reinforced bottoms and twisted paper handles ensure stability during transport.
Focuses on color accuracy and sharp graphics. Flexographic and offset printing processes accurately reproduce corporate brand identities.
Exploring the next generation of biodegradable coatings, functional barriers, and digital tracking.
The packaging industry is evolving beyond simple fiber structures. Key developments shaping the future of sustainable packaging include:
Essential guidance on lead times, customization, compliance, and international B2B logistics.
Our products carry international certifications including FSC (Forest Stewardship Council) for responsible forestry, GRS (Global Recycled Standard) for post-consumer waste content, and compliance certificates for EU REACH and US FDA food-contact standards.
Standard MOQ starts at 5,000 units per size/design for fully customized print runs. Production lead time typically ranges from 15 to 25 working days post-deposit payment and digital proof approval.
We utilize computer-controlled ink-matching systems along with spectrophotometer testing to maintain color consistency. Print options include flexographic, offset, and high-precision silk-screen processes, keeping color variation to minimal Delta E standards.
Yes. We utilize thick corrugated outer boxes wrapped in protective moisture-barrier film. For long transit routes, we add desiccant packs to the containers to prevent moisture build-up and maintain product integrity.
Complete your packaging line with our selection of specialized fabric pouch carriers and gift presentation accessories.